
L’alluminio è uno dei materiali strutturali più diffusi nell’industria moderna, e i profilati in alluminio ne rappresentano una delle forme di impiego più versatili e strategiche. Dalle applicazioni automotive all’illuminotecnica, dall’arredamento tecnico all’elettronica, i profili in alluminio sono presenti in quasi ogni settore produttivo. Eppure, dietro ogni profilo si nasconde un processo industriale complesso, che richiede know-how tecnico, tecnologie avanzate e un controllo rigoroso di ogni fase.
Questo articolo offre una panoramica tecnica sulla produzione dei profilati in alluminio, con particolare attenzione ai processi e alle tecnologie più rilevanti per progettisti, responsabili di produzione e buyer industriali.
Il processo di estrusione: il cuore della produzione
Il metodo produttivo alla base della stragrande maggioranza dei profilati di alluminio è l’estrusione diretta a caldo. Una billetta di lega solida viene riscaldata tra 450°C e 520°C, rendendola plastica. Attraverso la forza di un pistone idraulico, il materiale viene spinto ad alta pressione attraverso una matrice (lo stampo con la sagoma del profilo desiderato) fuoriuscendo con la sezione trasversale voluta.
Esiste anche l’estrusione a freddo, che lavora il materiale a temperatura ambiente o leggermente superiore. Rispetto al processo a caldo, garantisce tolleranze dimensionali più strette e una migliore finitura superficiale, ma è applicabile solo a sezioni relativamente semplici e richiede forze di estrusione significativamente maggiori. Viene impiegata soprattutto per componenti di piccole dimensioni con requisiti di precisione elevati.
La precisione della matrice è determinante in entrambi i processi: realizzata in acciaio da utensili ad alta resistenza, con tolleranze di pochi centesimi di millimetro, anche minime variazioni si traducono in difetti dimensionali o superficiali sul profilo finito.
Dopo l’estrusione, il profilato alluminio viene raffreddato e successivamente raddrizzato mediante stiratura meccanica, fase essenziale per garantire rettilineità e stabilità dimensionale.
Leghe e proprietà: la scelta del materiale
La selezione della lega è uno dei parametri tecnici più importanti, perché influenza direttamente le proprietà meccaniche, la resistenza alla corrosione e l’idoneità a determinate finiture. Le leghe più usate appartengono alla serie 6000 (alluminio-magnesio-silicio), come la 6060 e la 6063, apprezzate per l’eccellente estrudibilità e la buona finitura superficiale. Per applicazioni strutturali più impegnative si ricorre alle serie 7000 o 2000.
La scelta della lega va fatta a monte del progetto, in collaborazione tra cliente e produttore, perché impatta su ogni fase successiva: dalla progettazione della matrice alle lavorazioni meccaniche e alle finiture.
Profili standard e profili speciali: due mondi diversi
Una distinzione fondamentale riguarda i profili standard e i profili speciali a disegno.
I profili standard (angolari, barre piatte, tubi tondi, profili a T o a C) seguono geometrie normalizzate e coprono un’ampia varietà di applicazioni generiche.
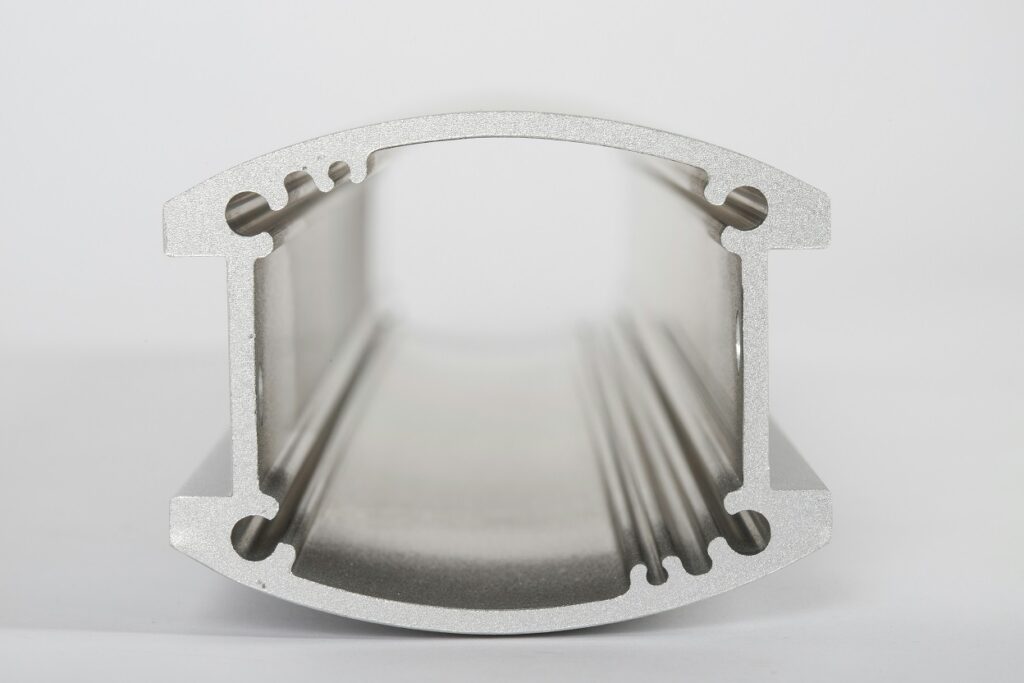
I profili speciali, invece, vengono progettati su specifiche del cliente, con sezioni anche molto complesse: cavità interne, sottosquadri, alettature di raffreddamento, canali funzionali integrati. Questa produzione richiede capacità tecniche molto più avanzate, sia nella progettazione delle matrici sia nel processo di estrusione. Non tutti i produttori sono attrezzati per lavorare profili in alluminio di alta complessità tecnica.
È in questo segmento che si misurano le reali capacità di un produttore. Realtà come Profall, specializzate negli estrusi con una quota di produzione fortemente orientata ai profili speciali, hanno sviluppato un know-how tecnico difficile da replicare, fondato su competenze progettuali, attrezzature dedicate e una profonda conoscenza delle leghe.
Trattamenti termici e controllo dimensionale
Al termine dell’estrusione, i profili alluminio vengono generalmente sottoposti a trattamenti termici per ottimizzare le proprietà meccaniche. Il più comune è l’invecchiamento artificiale (T5 o T6), che attraverso cicli termici controllati incrementa durezza e resistenza del materiale.
Il controllo dimensionale è altrettanto critico: tolleranze, rettilineità e planarità vengono verificate secondo normative internazionali (EN 755, EN 12020). Per i profili speciali a disegno, il controllo è ancora più stringente, con verifiche su tutte le quote critiche definite dal cliente.
Finiture superficiali e lavorazioni secondarie
Un profilo in alluminio può essere consegnato grezzo oppure sottoposto a trattamenti superficiali che ne migliorano le prestazioni estetiche e funzionali.
L’anodizzazione è la più diffusa: attraverso un’ossidazione elettrochimica controllata, si forma sulla superficie uno strato di ossido compatto che aumenta la resistenza alla corrosione e all’usura, con possibilità di finiture colorate. La verniciatura a polvere (powder coating) è invece preferita quando si richiedono colori specifici o elevata resistenza agli agenti atmosferici.
Sempre più spesso la produzione non si esaurisce con l’estrusione: i clienti richiedono profili già pronti per l’assemblaggio, con lavorazioni meccaniche integrate come taglio a misura, foratura, fresatura, maschiatura. Un produttore che dispone di un reparto interno dedicato diventa un partner di processo a tutti gli effetti, riducendo tempi e costi a valle.
Abbiamo capito, quindi, che la produzione di profili in alluminio è un processo articolato, dove ogni fase contribuisce alla qualità e alle prestazioni del prodotto finale. Per i professionisti del settore, scegliere il partner produttivo giusto significa quindi affidarsi non solo a chi ha la tecnologia, ma a chi possiede la competenza tecnica per trasformare un disegno in un estruso funzionale, preciso e sostenibile.






